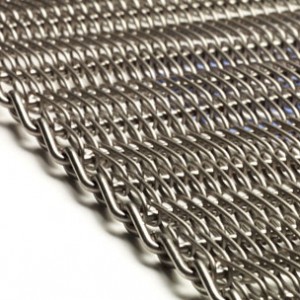
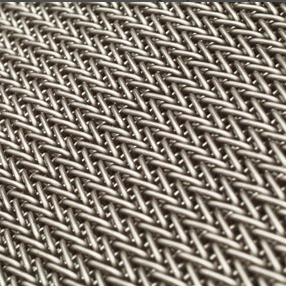
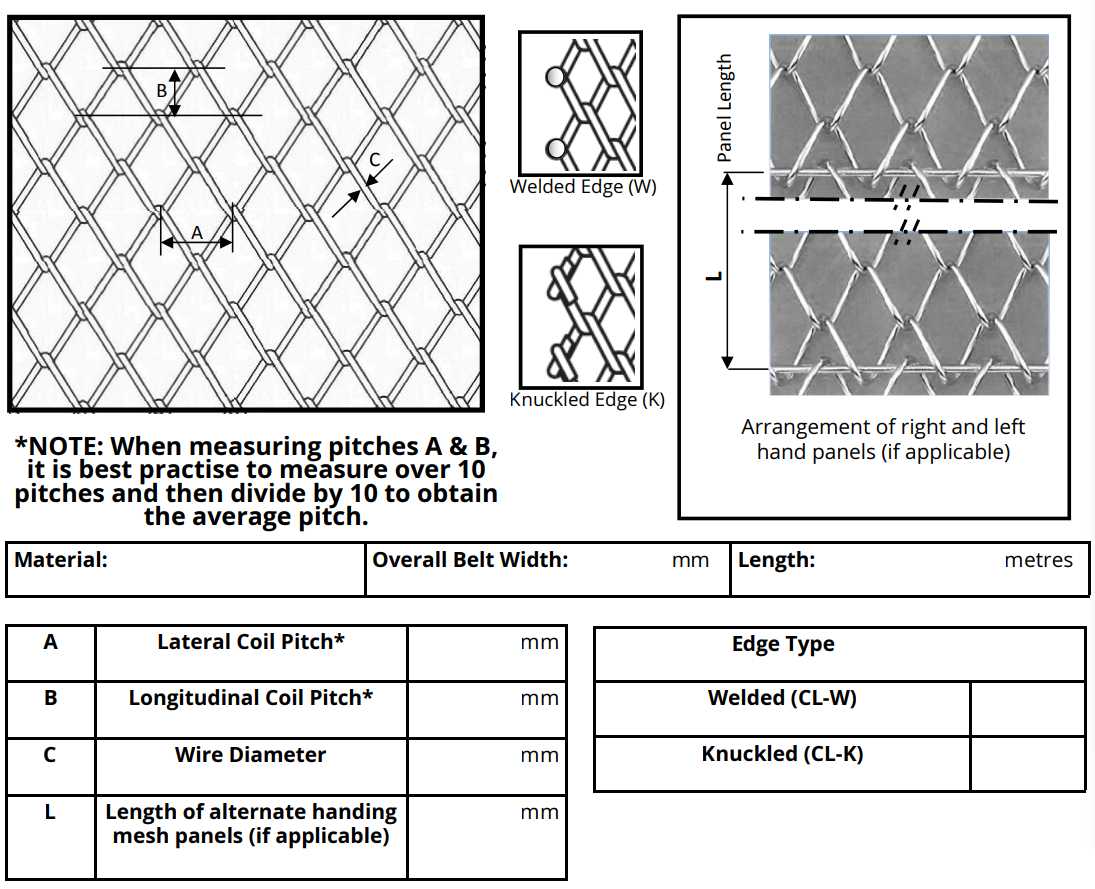
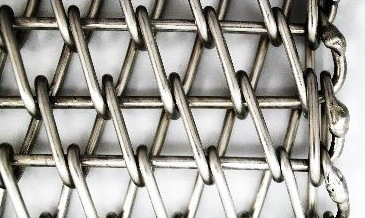
체인 링크는 연속적인 나선형 코일을 엮어 개방형 메쉬를 만드는 단순한 디자인이 특징입니다.체인 링크는 가장자리가 너클 처리되거나 용접된 상태로 제공될 수 있습니다.
벨트 설계를 단순하면서도 기능적으로 유지함으로써 Wire Belt Company의 체인 링크는 최종 사용자에게 저하중 운반 응용 분야를 위한 경제적이고 가벼운 솔루션을 제공합니다.Chain Link의 설계에 내재된 넓은 개방 공간은 벨트 흐름이 가장 중요한 건조 및 냉각 응용 분야에 널리 사용되는 선택입니다.
체인 링크에는 코일 패턴으로 인해 발생하는 추적 문제에 대응하기 위해 왼쪽 및 오른쪽 패널이 교대로 제공될 수 있습니다.전체 하중 용량을 증가시키기 위해 크로스 로드가 벨트 폭 전체에 삽입되는 로드 강화 체인 링크로도 제공됩니다.체인 링크는 일반적으로 304등급 스테인레스 스틸로 공급되지만 요청 시 다른 강철 등급도 제공됩니다.
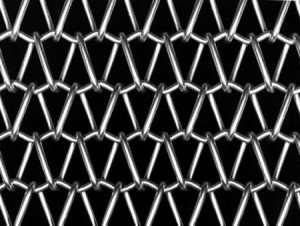
표준 체인 링크(CL)
어셈블리는 각 코일이 다음 코일과 상호 연결되는 단방향 코일로 구성됩니다.마찰 구동 벨트로 사용될 때 어셈블리는 왼쪽과 오른쪽으로 조립된 패널의 교대 섹션을 특징으로 할 수 있습니다.각 벨트 패널은 관통 와이어를 통해 다음 반대쪽 손 직조 패널에 연결됩니다. 아래를 참조하세요.왼쪽 및 오른쪽 코일 섹션이 있는 벨트 패널링은 모든 회로 롤러 및 벨트 지지대에서 벨트 추적을 완화하는 데 도움이 됩니다.그러나 많은 마찰 구동 벨트는 이러한 방식으로 패널을 구성하지 않으며 벨트의 직선 주행을 보장하기 위해 무게와 컨베이어 추적 시스템에 의존합니다.
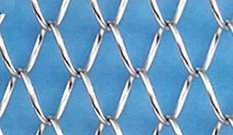
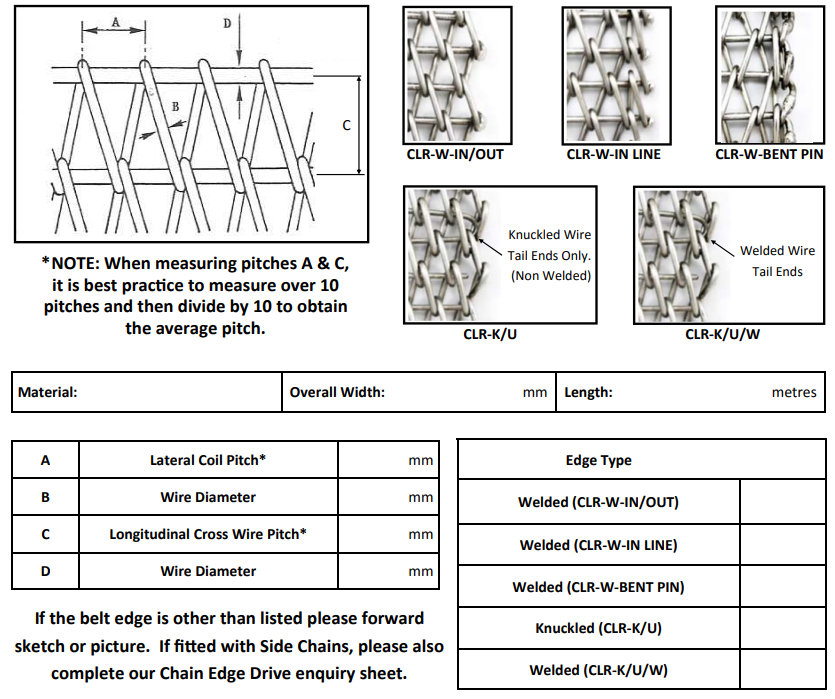
막대 강화 체인 링크(CLR)

벨트에 강도와 측면 안정성을 추가하기 위해 맞물린 코일은 관통 와이어로 연결됩니다.이 관통 와이어는 용접, 사다리형, 너클형, 용접, 압축 및 용접을 포함한 다양한 스타일로 가장자리에서 마감 처리됩니다.문의시에는 벨트 엣지의 사진이나 도표를 보내주세요.마찰 구동 벨트로만 사용할 경우 위에서 설명한 것과 동일한 패널 조립이 필요할 수 있습니다.
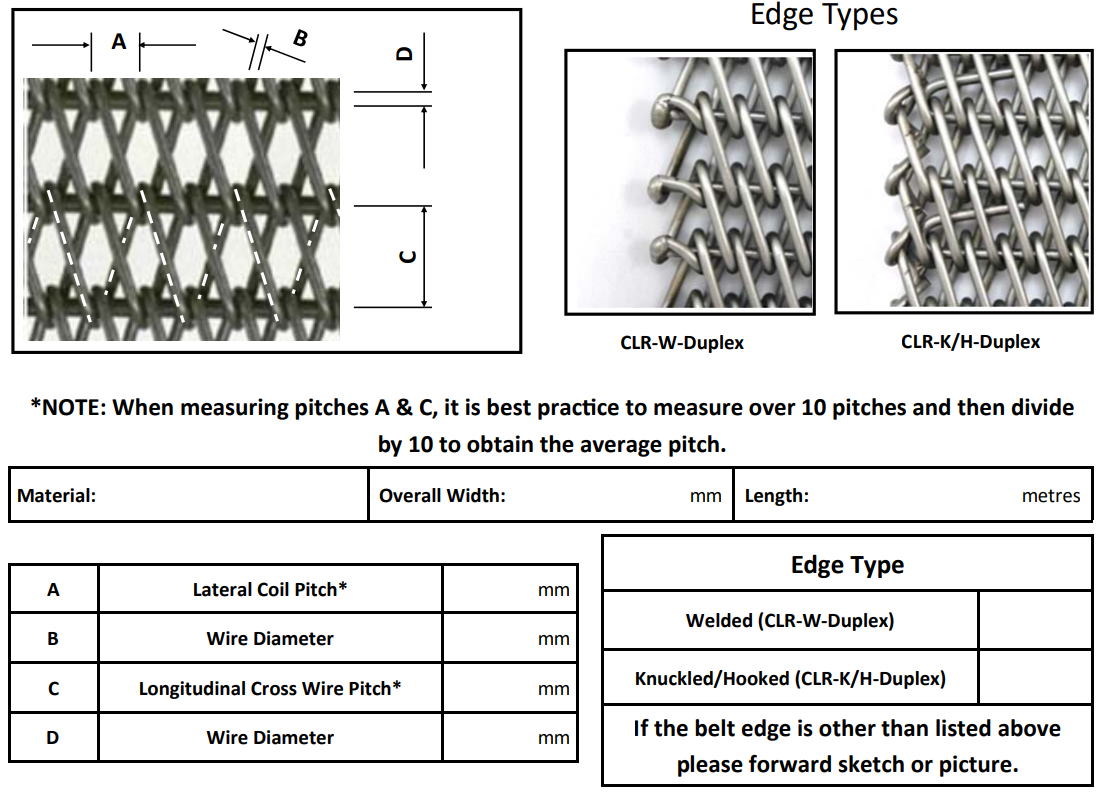
로드 강화 체인 링크 - 듀플렉스(CLR-듀플렉스)
벨트 강도를 더 높이고 개방 면적을 줄이기 위해 강화된 표준 로드의 이중 버전을 사용할 수 있습니다.어셈블리는 각 위치에 두 개의 맞물린 표준 코일로 구성됩니다.
표준 체인 링크(CL)
이는 고객 요구 사항에 맞게 설계되었지만 일반적으로 응용 분야에 맞게 다양한 와이어 직경 및 세로 피치와 결합된 5.08mm ~ 25.4mm의 측면 코일 와이어 피치로 제공됩니다.
막대 강화 체인 링크(CLR)
| 측면 코일 피치(mm) | 코일 선경(mm) | 종방향 십자선 피치(mm) | 크로스 와이어 직경(mm) |
| 16.93/15.24 | 2.03 | 16.93/19.05 | 2.64 |
| 2.64 | 2.95 | ||
| 2.95 | 3.25 | ||
| 3.25 | 4.06 |
로드 강화 체인 링크 - 듀플렉스(CLR-D)
| 측면 코일 피치(mm) | 코일 선경(mm) | 종방향 십자선 피치(mm) | 크로스 와이어 직경(mm) |
| 8.47 | 2.03 | 16.93/19.05 | 2.64 |
| 2.64 | 2.95 | ||
| 2.95 | 3.25 | ||
| 3.25 | 4.06 | ||
| 5.08 | 2.03 | 10.16 | 2.64 |
모든 치수는 밀리미터(mm) 단위이며 Wire Belt Company 제조 공차가 적용됩니다.
엣지 가용성

용접 모서리(W) – 보강 막대 없이 메쉬만 사용
벨트 가장자리에서 코일 와이어는 서로 연결되어 용접됩니다.이 유형의 가장자리 마감은 벨트 가장자리를 상대적으로 부드럽게 마감할 수 있으며 이 벨트 스타일의 가장 경제적인 버전입니다.

Knuckled Edge (K) – 보강 막대 없이 메쉬만 사용
각 코일 와이어의 끝은 다시 'U'자 모양으로 구부러져 인접한 코일과 맞물립니다.그런 다음 'U' 형태가 단단히 닫혀 다음 코일과 영구적인 연결을 형성합니다.또한 이 구성은 벨트 가장자리의 유연성을 높이고 이러한 위치에서 응력이 쌓이는 것을 최소화합니다.

표준 로드 강화(메시만 해당) 체인 링크 벨트의 가장자리 마감
여기에는 다음이 포함됩니다.
용접 체인 링크 로드 강화(CLR-W – IN/OUT).크로스 로드는 코일 연결의 가장자리 패턴을 충족하기 위해 두 가지 길이의 로드로 구성됩니다.크로스 로드는 "In - Out" 조립 패턴으로 코일에 용접됩니다.

용접 체인 링크 로드 강화(CLR-W-IN LINE).모든 크로스 로드는 "인라인" 마감을 달성하기 위해 압축된 모든 대체 코일 가장자리와 동일한 길이입니다.
가장자리가 용접된 체인 링크 로드 강화 벤트 핀(CLR-W-BENT-PIN).
이 어셈블리를 사용하면 크로스 로드의 끝이 90°로 구부러지고 이전 코일 와이어 끝 부분에 용접됩니다.벨트 가장자리를 정렬하기 위해 모든 대체 코일은 용접 전에 가장자리에서 압축됩니다.
너클 체인 링크 'U' 크로스 로드 강화(CLR-K/U).

이 조립 스타일을 사용하면 크로스 로드가 헤어클립 스타일 'U' 조립 형태로 쌍으로 구성됩니다.'U'자 모양의 크로스 로드는 너클이 있는 코일 모서리를 통해 제자리에 유지되며 벨트를 조립할 때 양쪽에서 교대로 삽입됩니다.
이 가장자리 레이아웃에 대한 옵션으로 너클 코일 가장자리의 꼬리 끝 와이어를 코일에 다시 용접할 수도 있습니다(CLR-K/U/W).
로드 강화 듀플렉스(메시만 해당)에 대한 가장자리 마감 체인 링크 벨트

용접 이중 체인 링크(CLR-W-Duplex).어셈블리는 가장자리에 있는 동일한 길이의 크로스 와이어에 직접 용접된 코일 꼬리 끝이 있는 짜여진 코일 와이어 쌍으로 구성됩니다.
너클/후크 듀플렉스 체인 링크(CLR-K/H-듀플렉스).

용접 이중 체인 링크(CLR-W-Duplex).어셈블리는 가장자리에 있는 동일한 길이의 크로스 와이어에 직접 용접된 코일 꼬리 끝이 있는 짜여진 코일 와이어 쌍으로 구성됩니다.
너클/후크 듀플렉스 체인 링크(CLR-K/H-듀플렉스).
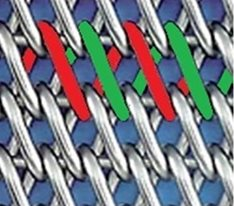
체인 엣지 구동 메시:
위의 메쉬 가장자리 마감과 함께 이러한 메쉬는 메쉬 코일을 통해 배치된 다음 메쉬 가장자리의 체인을 통해 위치하는 크로스 로드를 사용하여 측면 체인으로 구동될 수 있습니다.사이드 체인 외부의 크로스 로드 마감 종류는 다음과 같습니다.
용접 와셔 포함
이는 체인 엣지 벨트의 가장 일반적이고 경제적인 마감 스타일이며 메쉬와 엣지 체인을 모두 통과하는 캐리어 크로스 로드가 있는 엣지 체인을 통해 시스템을 통해 전달되는 중앙 메쉬로 구성됩니다.메쉬 크로스 와이어 피치에 따라 크로스 로드가 기본 메쉬의 크로스 와이어를 대신할 수 있습니다.크로스 로드는 용접 와셔로 체인 외부 가장자리에서 마감 처리됩니다.
분할핀 및 와셔 포함
경제적이지는 않지만 이러한 유형의 조립을 통해 고객이나 서비스 담당자는 메시와 로드를 계속 사용할 수 있을 때 가장자리 드라이브 체인을 교체할 수 있습니다.어셈블리는 메시와 가장자리 체인을 모두 통과하는 캐리어 크로스 로드가 있는 가장자리 체인을 통해 시스템을 통해 전달되는 중앙 메시로 구성됩니다.크로스 로드는 와셔와 코터 핀을 장착할 수 있도록 드릴 구멍으로 외부에 마감 처리되어 있습니다.또한 로드 헤드를 갈아서 다시 용접할 필요 없이 벨트 부분을 수리하여 교체할 수 있습니다.
주의: 체인에 대한 로드의 폭 안정성을 높이기 위해 가능한 경우 가장자리 체인의 빈 핀을 통과하도록 아래로 향한 크로스 로드를 공급하는 것이 일반적입니다.
다양한 스타일의 체인 엣지 마감
여기에는 다음이 포함됩니다.
ㅏ.사이드 체인의 중공 핀에 수평으로 용접된 크로스 로드.이는 선호되는 표준은 아니지만 컨베이어 측면 프레임과 기타 구조 부품 사이의 폭으로 인해 "용접 와셔" 또는 "와셔 및 코터 핀"을 사용할 수 없는 제한이 있는 경우 필요할 수 있습니다.
비.롤러 컨베이어 체인의 내부 플레이트에 있는 드릴 구멍을 통해 수평으로 용접된 크로스 로드.
일반적으로 체인 엣지 구동 벨트는 두 가지 스타일의 엣지 체인과 함께 사용할 수 있습니다.

전송 체인 - 작은 롤러가 있음
체인 가장자리 측면 플레이트는 앵글 측면 프레임에 지지되거나 측면 플레이트와 롤러 지지대 사이에 있는 프로파일 레일을 통해 지지될 수 있습니다.또는 메시가 체인 가장자리에 가깝게 지지되는 경우 체인 지지 없이 실행할 수 있습니다.

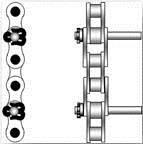
컨베이어 롤러 체인 – 큰 롤러가 있습니다.
이 체인 가장자리는 컨베이어 길이를 따라 자유롭게 회전하는 체인 롤러를 사용하여 편평한 각도 가장자리 마모 스트립에 지지될 수 있습니다.체인의 롤러 작용은 체인 마모를 줄이고 이 지점에서 작동 마찰도 줄여줍니다.
드라이브 방법
마찰 구동
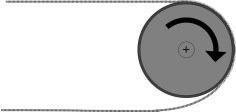
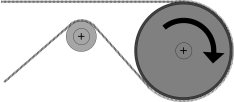
가장 일반적인 구동 형태는 일반 강철 평행 구동 롤러 시스템입니다.이 시스템은 벨트의 구동을 보장하기 위해 벨트와 롤러 사이의 마찰 접촉에 의존합니다.
이 구동 유형의 변형에는 고무, 마찰 브레이크 라이닝(고온용) 등과 같은 재료를 사용한 롤러 래깅이 포함됩니다. 이러한 마찰 래깅 재료를 사용하면 벨트의 작동 구동 장력이 감소되어 증가합니다. 벨트의 수명.
체인 엣지 구동
이 벨트 어셈블리를 사용하면 벨트 메쉬의 크로스 와이어 피치가 제조되어 체인 가장자리가 구동 매체가 되고 벨트 메쉬가 체인에 의해 회로를 통해 당겨지도록 됩니다.
표준 재료 가용성(메쉬만 해당)
| 재료 | 최대 와이어 작동 온도 °C |
| 탄소강 (40/45) | 550 |
| 아연도금 연강 | 400 |
| 크롬 몰리브덴(3% 크롬) | 700 |
| 304 스테인레스 스틸(1.4301) | 750 |
| 321 스테인레스 스틸 (1.4541) | 750 |
| 316 스테인레스 스틸(1.4401) | 800 |
| 316L 스테인레스 스틸(1.4404) | 800 |
| 314 스테인레스 스틸 (1.4841) | 1120 (800-900°C에서는 사용을 피하세요) |
| 37/18 니켈 크롬 (1.4864) | 1120 |
| 80/20 니켈 크롬(2.4869) | 1150 |
| 인코넬 600 (2.4816) | 1150 |
| 인코넬 601 (2.4851) | 1150 |
고온 응용 분야를 선택하기 전에 고온에서 와이어 강도가 감소하므로 해당 응용 분야에 가장 적합한 와이어 등급을 기술 영업 엔지니어에게 문의하십시오.